.webp)
The Science of Plastisol: How Soft Lures Are Engineered for Action
- Rodney Abel
- Nov 17, 2025
- 47 min read

Updated: 2 days ago

⚠️ Safety Disclaimer
Plastisol formulation and processing involve industrial chemicals, high heat, and specialized equipment. These materials can release hazardous fumes and require strict ventilation, protective gear, and regulatory compliance. Readers should not attempt to make plastisol at home. The information provided here is for technical and educational purposes only, intended for controlled laboratories or manufacturing environments.
Do not use phthalate-based plasticizers in plastisol formulations. Although they were once common in soft plastics, phthalates are now avoided due to documented health and environmental concerns. Safer, non-phthalate alternatives provide the flexibility needed without the risks.
Section 1: Introduction
The Science of Plastisol
Soft plastic fishing lures are built on plastisol—a suspension of PVC resin in liquid plasticizer. Its unique property of being liquid at ambient conditions and solidifying upon heating makes it ideal for molding complex geometries. The performance envelope of plastisol is controlled by resin particle size, plasticizer chemistry, additive loads, and fusion kinetics.
Plasticizer Landscape and Trade-Offs
Plasticizer choice drives flexibility, migration resistance, fusion behavior, and compliance.
Plasticizer Landscape and Trade-Offs
DEHP (Di(2‑ethylhexyl) phthalate) [Do not use]
• Pros: High flexibility, strong PVC compatibility, low volatility
• Cons: Regulatory restrictions, environmental persistence, migration concerns
DINP (Diisononyl phthalate) [Do not use]
• Pros: Durable, cost-effective, lower volatility than DEHP
• Cons: Regulatory scrutiny, not eco-preferred
DIDP (Diisodecyl phthalate) [Do not use]
• Pros: High permanence, heat stability, reduced migration
• Cons: Higher cost, slower fusion kinetics
DOTP (Di(2‑ethylhexyl) terephthalate)
• Pros: REACH-friendly, comparable flexibility, lower toxicity profile
• Cons: Slightly higher viscosity, higher cost
ATBC (Acetyl tributyl citrate)
• Pros: Biodegradable, food-contact approved, low volatility
• Cons: Higher cost, reduced tensile strength at high loadings
TEHTM (Tris(2‑ethylhexyl) trimellitate)
• Pros: Excellent permanence, high-temperature stability
• Cons: Expensive, slower fusion, requires higher processing temperatures
ESO (Epoxidized soybean oil)
• Pros: Renewable, acts as stabilizer, improves UV resistance
• Cons: Limited flexibility, yellowing risk, typically used as co-plasticizer
Example Formulation Ranges for Lure Applications
Formulas are expressed in percent ranges by weight of total plastisol. These are industrial reference ranges, not recipes for home use.
• Ultra-soft finesse trout worm (neutral buoyancy)
• PVC resin: 50–60%
• DOTP: 30–40%
• ATBC: 3–7%
• ESO: 1–3%
• Stabilizer: 0.3–0.7%
• Pigments + glitter: 1–2%
• Durable bass craw (high tear resistance)
• PVC resin: 48–55%
• DIDP: 35–45%
• TEHTM: 2–5%
• ESO: 1–2%
• Stabilizer: 0.3–0.7%
• Pigments + salt: 2–5%
• Eco-conscious soft bait (compliance-forward)
• PVC resin: 52–58%
• DOTP: 30–40%
• ATBC: 5–10%
• ESO: 1–3%
• Stabilizer: 0.3–0.7%
• Pigments: 1–2%
Section 2: Polymer Chemistry of Plastisol
2.1 PVC Resin Morphology
• Production method: Most lure‑grade PVC resin is produced via suspension polymerization. This yields spherical particles with diameters typically between 0.1–2 microns.
• Particle size distribution: Smaller particles increase surface area, improving plasticizer absorption and lowering fusion temperature. Larger particles slow fusion but can improve mechanical strength.
• Molecular weight: Typical lure resins fall in the range of Mw ≈ 80,000–120,000 g/mol. Higher molecular weight resins provide better tensile strength but require more aggressive fusion conditions.
• Crystallinity: PVC is semi‑crystalline, with crystallinity around 10–15%. This crystalline fraction resists plasticizer penetration, influencing gelation kinetics.
2.2 Plasticizer Compatibility
Plasticizers must be chemically compatible with PVC to prevent phase separation and migration. Compatibility is often assessed using Hildebrand solubility parameters (δ).
• PVC solubility parameter: δ ≈ 19.2 (MPa)^½.
Explaining Solubility Parameters in Simple Terms
Think of the solubility parameter (δ) as a compatibility score.
PVC’s score is about 19.2.
Plasticizers have their own scores.
If the scores are close (within about 2 points), they “get along” and mix well.
If the scores are far apart, they don’t mix properly—the lure can get sticky, brittle, or leak chemicals.
PVC and Plasticizer “Scores”
Here are some example scores (δ values in (MPa)^½):
• PVC: 19.2
• DEHP: ~19.0 → very close, mixes well
• DINP: ~19.1 → very close, mixes well
• DOTP: ~19.5 → close, good compatibility
• ATBC: ~20.1 → slightly higher, but still mixes okay
• ESO (Epoxidized Soybean Oil): ~17.5 → farther away, so usually used as a helper, not the main player
2.3 Fusion Mechanism
"Fusion" is the heating step that turns liquid plastisol into a finished, solid lure. It doesn't happen all at once — it moves through three stages as the temperature climbs:
Gelation onset (~160–170°C): the PVC resin particles start soaking up the surrounding plasticizer and swelling. As they swell, the mixture thickens fast — viscosity rises sharply. ("Gelation" just means it's going from a pourable liquid toward a soft, set gel.)
Fusion plateau (~180–190°C): the swollen particles merge into one continuous mass — they coalesce, meaning the separate grains lose their boundaries and become a single solid matrix. This is where the material actually develops its strength.
Post-fusion stabilization (~190–200°C): holding at this range makes sure every particle has fully absorbed plasticizer and squeezes out any tiny trapped voids (air pockets) that would leave weak spots.
To measure how completely a batch fused, manufacturers use DSC — Differential Scanning Calorimetry. In plain terms, DSC is like an ultra-precise oven that measures not just temperature but how much energy the material uses as it changes — the way cookie dough melts, spreads, then sets. As the plastisol is warmed, it absorbs heat at the point where the resin takes up plasticizer; on the DSC readout this shows up as an endotherm (a dip or peak marking where the sample is soaking up heat rather than giving it off). The size of that peak — the area underneath it — tells you how much energy the fusion took.
That amount of absorbed heat energy is called the enthalpy of fusion, written ΔH. The "Δ" (delta) just means change in, so ΔH literally reads "change in heat energy" — the heat the material soaks up as it fuses, measured as the area under that DSC peak. Bigger area = more energy absorbed = more complete fusion.
From that, you get the degree of fusion (DoF) — basically a percentage score for how fully the plastic cooked. It's the sample's measured enthalpy divided by the enthalpy of a fully fused reference batch:

ΔH₍measured₎ — the heat energy your sample absorbed (area under its DSC peak).
ΔH₍fully fused₎ — the heat energy a perfectly, completely fused batch absorbs (the reference you compare against).
A result near 100% means the plastic fused all the way through; a low number means it's under-cooked. (In real labs, lure-grade PVC usually shows two of these peaks — a lower-temperature one tied to the processing temperature and a higher-temperature one — and the relative size of the two is what technicians actually read to judge how fully the batch fused.)
Why it matters for lures: DoF tells the maker whether the plastic hit the right temperature long enough. Under-fuse it (DoF too low) and the lure comes out weak and brittle, tearing on the first fish. Over-fuse it (too hot, too long) and it scorches or discolors. The whole point of measuring ΔH is to land in the middle — a bait that's cooked just right, every batch.ht.”
2.4 Additives in the Polymer Matrix
• Thermal stabilizers: Ca/Zn or organotin compounds prevent dehydrochlorination of PVC during heating.
• Pigments: Dispersed within the plastisol matrix; dispersion quality measured by Hegman gauge (0–8 scale).
A Hegman gauge is a tool scientists use to check how smooth a liquid mixture is.
• Imagine you’re stirring chocolate milk. If the powder isn’t mixed well, you see little clumps.
• The Hegman gauge is like a ruler with a groove that gets shallower as you move along it.
• You spread the liquid across the groove, and the gauge shows you how big the clumps are.
The smoother the mixture, the farther it goes before you see bumps or specks. The rougher the mixture, the sooner you see them.
So the Hegman gauge tells scientists whether their “paint” or “plastisol” is mixed like smooth chocolate milk or still lumpy like chunky oatmeal.
Why It Matters for Lures
When making fishing lures, pigments (colors) need to be smoothly mixed into plastisol.
• If the mixture is smooth (good Hegman gauge reading), the lure color looks even and professional.
• If it’s lumpy (bad reading), the lure has streaks or weak spots.
• Glitter: PET or aluminum flakes embedded in the matrix; particle size affects scattering.
• Salt: NaCl crystals increase density and sink rate but reduce elongation.
• Scent oils: Hydrophobic molecules trapped in the plastisol; release governed by diffusion gradients.
2.5 Percent Ranges for Polymer Chemistry
Industrial formulations are expressed in percent ranges by weight of total plastisol.
• PVC resin: 48–60%
• Primary plasticizer (phthalate or non‑phthalate): 30–45%
• Secondary plasticizer/stabilizer (ESO, ATBC): 2–10%
• Thermal stabilizer: 0.3–1%
• Pigments + glitter: 0.5–2%
• Salt (optional): 0–10%
2.6 Engineering Implications
• Softness vs. durability: Higher plasticizer ratios yield softer lures but reduce tensile strength.
• Fusion kinetics: Smaller resin particles and compatible plasticizers lower fusion temperature, improving cycle times.
• Migration control: High molecular weight plasticizers (DIDP, TEHTM) reduce migration but slow fusion.
• Eco‑compliance: Non‑phthalates (DOTP, ATBC) meet regulatory standards but may require reformulation to maintain mechanical targets.
Section 3: Rheology and Flow Dynamics
3.1 Viscosity Behavior
Viscosity is just a measure of how "thick" or "runny" a liquid is — and plastisol's viscosity isn't fixed. It changes depending on how fast the material is stirred or pushed (for example, when it's injected into a mold). That behavior is described by the power-law model, which relates viscosity to how hard the material is being sheared:

Each symbol stands for one property:
η (eta) = Viscosity — a fluid's resistance to flow; how "thick" or "thin" it is under given conditions. Measured in pascal-seconds (Pa·s) or centipoise (cP). In plastisol, high viscosity means it's thick and harder to inject into molds; low viscosity means it flows easily and fills fine detail. Analogy: honey is high viscosity, water is low viscosity.
k = Consistency Index — the constant that sets the baseline thickness of the fluid before shear effects come into play. Measured in Pa·sⁿ (the unit depends on the flow index, n). A higher k means a thicker baseline plastisol (more resin, less plasticizer); a lower k means a thinner one (more plasticizer, less resin). Analogy: k is the "starting thickness" of pancake batter before you stir it faster.
γ̇ (gamma-dot) = Shear Rate — how fast adjacent layers of the fluid slide past each other, measured in reciprocal seconds (s⁻¹). Low shear rate is plastisol sitting at rest in a container; high shear rate is plastisol being forced into a mold under pressure. Analogy: sliding a deck of cards — push the top card slowly and that's a low shear rate; flick it fast and that's a high shear rate. (The little dot over the γ is what marks it as a rate — a speed — rather than a fixed amount.)
n = Flow Index — a plain number (no units) describing how viscosity changes as shear rate changes:
n = 1 → the fluid is Newtonian (viscosity never changes, like water).
n < 1 → the fluid is shear-thinning (it gets thinner the faster it's pushed).
n > 1 → the fluid is shear-thickening (it gets thicker the faster it's pushed).
For plastisol, n typically runs 0.3–0.6 — well below 1, so it's strongly shear-thinning. Analogy: ketchup. At rest it's thick; shake or squeeze the bottle (apply shear) and it suddenly flows. Plastisol does the same thing.
Why this equation matters for lure manufacturing: that shear-thinning behavior is exactly what you want. Under injection pressure (high shear) the plastisol thins out and flows into every thin rib, claw, and appendage of the mold without leaving voids — then the instant it's at rest (low shear) it thickens back up and holds the pigments and glitter in suspension instead of letting them settle. By adjusting resin %, plasticizer %, and additives, a maker tunes k and n to land the right viscosity profile, and quality specs typically pin it down to a range (for example, 1,000–3,000 cP at 25°C) so every batch behaves the same.
Engineering implication:
This property allows plastisol to flow easily into fine mold details under pressure but remain thick enough at rest to prevent pigment settling.
3.2 Gelation Curve
• As plastisol is heated, viscosity first decreases, then sharply increases as particles absorb plasticizer.
• Gel point: The temperature where plastisol changes from liquid-like to solid-like.
• Measured by rheometer:
• Storage modulus (G′): Elastic response (solid-like).
• Loss modulus (G″): Viscous response (liquid-like).
• Gelation occurs when G′ surpasses G″.
• Typical lure plastisols:
• Gel onset: 160–170°C
• Full fusion: 180–190°C
3.3 Thixotropy
• Plastisol exhibits time-dependent recovery of viscosity.
• When stirred, viscosity drops; when left still, viscosity slowly rises again.
• Recovery time constant (τ): 30–60 seconds depending on formulation.
• Practical effect: Prevents pigments and glitter from settling during storage, but requires controlled mixing to avoid air bubbles.
3.4 Flow Dynamics in Molding
• Injection pressure: Typically 50–150 psi depending on lure geometry.
• Mold filling: Shear-thinning ensures plastisol fills thin ribs, claws, and appendages without voids.
• Cooling cycle: 30–90 seconds in aluminum molds; slower in silicone molds due to lower thermal conductivity.
• Defect risks:
• Too low viscosity → flashing (material leaks outside mold cavity).
• Too high viscosity → incomplete fills, trapped air.
3.5 Percent Ranges for Rheology Control
Formulation adjustments directly affect flow behavior:
• PVC resin: 48–60% → higher resin increases viscosity, slows flow.
• Plasticizer: 30–45% → higher plasticizer lowers viscosity, improves flow.
• Secondary plasticizer (ESO, ATBC): 2–10% → modifies thixotropy and recovery.
• Pigments + glitter: 0.5–2% → excessive loading increases viscosity, risk of streaks.
• Salt: 0–10% → increases viscosity and density, reduces flowability.
3.6 Engineering Implications
• Balance is critical: Too thin plastisol causes flashing and weak lures; too thick plastisol causes incomplete fills.
• Normalization SOPs: Manufacturers often define acceptable viscosity ranges (e.g., 1,000–3,000 cP at 25°C) and shear-thinning profiles to ensure repeatability.
• Crew training: Operators learn to recognize flow defects visually (short shots, streaks, bubbles) and adjust injection pressure or temperature accordingly.
Section 4: Mechanical Properties of Finished Lures
4.1 Hardness
• Definition: Hardness measures how resistant a material is to indentation or deformation.
• Test method: ASTM D2240 (Shore A durometer).
• Typical ranges for plastisol lures:
• Ultra‑soft trout worms: Shore A 10–20
• General‑purpose worms and grubs: Shore A 20–30
• Durable bass craws: Shore A 30–40
• Engineering implication:
• Softer lures (lower Shore A) bend and move more naturally in water, but tear more easily.
• Harder lures (higher Shore A) resist tearing but may appear less lifelike.
4.2 Tensile Strength
• Definition: The maximum stress a material can withstand while being stretched before breaking.
• Test method: ASTM D412 (tensile test of elastomers).
• Typical ranges for plastisol lures:
• Soft finesse worms: 2–3 MPa
• Bass craws and heavy‑duty lures: 4–6 MPa
• Engineering implication:
• Higher tensile strength improves durability against aggressive strikes.
• Lower tensile strength allows more stretch and lifelike action but reduces lifespan.
4.3 Elongation at Break
• Definition: The percentage increase in length a material can undergo before breaking.
• Test method: ASTM D412.
• Typical ranges for plastisol lures:
• Ultra‑soft worms: 300–400% elongation
• General‑purpose lures: 250–350%
• Durable craws: 200–300%
• Engineering implication:
• High elongation = stretchy, lifelike movement.
• Low elongation = tougher, less flexible lure.
4.4 Density and Buoyancy
This is the lever that decides whether a finished bait floats, hovers, or sinks — and it's pure physics. Everything is measured against water, which has a specific gravity (SG) of 1.0 (specific gravity just means "how heavy something is compared to the same volume of water"). Anything with an SG below 1.0 floats; above 1.0 sinks; right at 1.0 is neutrally buoyant and hangs in place.
Here's the part that surprises people: even though rigid PVC is heavy (SG around 1.36–1.40), fused plastisol isn't, because it's loaded with light plasticizer. The finished plastic comes out very close to water, and most lure-grade plastisol is formulated to land just under 1.0 — meaning a plain, unsalted bait naturally floats or sits nearly neutral. So you don't engineer buoyancy from a sinking starting point; you start at the waterline and tune in whichever direction the presentation needs.
To make a bait sink (raise SG above 1.0):
Salt is the workhorse. Sodium chloride is much denser than the plastic, so loading it in drags the whole bait under and speeds the fall. (It also adds the taste/texture some anglers swear makes fish hold on — covered in 5.3.) The trade-off, from Section 5.3, is that heavy salt loads reduce stretch and toughness.
Heavier fillers — tungsten or metal powder — push density up further when salt alone isn't enough, without the same loss of stretch.
To make a bait float or suspend (keep SG at or below 1.0):
The floating base often does it on its own — many makers simply leave the salt out.
For extra lift, or to keep a salted bait neutral, hollow microspheres (tiny glass or phenolic micro-balloons) are blended in. They're essentially microscopic empty bubbles, so they drop the average density of the whole bait without changing its size — the same trick that makes a float-formula tube or a buoyant trailer tail ride up.
Why it matters for action: buoyancy is presentation. A floating tail on a bottom rig stands up off the floor where fish can see it. A neutrally buoyant finesse worm hangs in the strike zone instead of dropping past it. A salted, fast-sinking bait gets down to deep fish quickly and falls with a tighter, faster wobble. Same mold, same color — change the density and you've changed where in the water column the bait works and how it moves getting there.
One durability note that bites makers: salt is the cheap way to add weight, but it's water-soluble. Over long soaks the salt slowly dissolves out, and a heavily salted bait can start to crumble or go brittle as it leaches — a real trade-off between sink rate and lifespan worth weighing when you formulate.
4.5 Percent Ranges for Mechanical Property Control
Formulation adjustments directly influence mechanical properties:
• PVC resin: 48–60% → higher resin increases hardness and tensile strength.
• Plasticizer: 30–45% → higher plasticizer lowers hardness, increases elongation.
• Salt: 0–10% → increases density, reduces elongation.
• Pigments + glitter: 0.5–2% → minor effect on mechanics, but excessive loading can reduce elongation.
• Secondary plasticizers (ESO, ATBC): 2–10% → modify flexibility and toughness.
4.6 Engineering Implications
• Balance is key:
• Too soft → lifelike but fragile.
• Too hard → durable but less natural.
• Normalization SOPs: Manufacturers often define acceptable ranges (e.g., Shore A ±2, tensile ±0.5 MPa, elongation ±50%) to ensure batch consistency.
Section 5: Pigment and Additive Engineering
5.1 Pigments
• Purpose: Pigments provide color and opacity to lures.
• Types:
• Inorganic pigments (iron oxides, titanium dioxide) → stable, opaque, earthy tones.
• Organic pigments (phthalocyanine blues, azo reds) → bright, vivid colors.
• Dispersion quality: Measured using a Hegman gauge, which checks how smooth the pigment is mixed.
• A high reading (closer to 8) means smooth, no clumps.
• A low reading (closer to 0) means lumpy, poor dispersion.
• Engineering implication: Poor dispersion leads to streaks, weak color, and reduced mechanical strength.
5.2 Glitter
• Composition: PET or aluminum flakes, typically 0.015–0.035 inches in size.
• Function: Adds flash and visual appeal underwater by scattering light.
• Optical behavior: Modeled by scattering theory—larger flakes reflect more light, smaller flakes create subtle shimmer.
• Engineering implication:
• Too much glitter increases viscosity and causes flow defects.
• Proper loading (0.1–0.5% by weight) balances aesthetics with flowability.
5.3 Salt
• Composition: Sodium chloride crystals, ground to <100 microns for uniformity.
• Function:
• Increases density → lures sink faster.
• Adds taste → fish hold onto the lure longer. (maybe: it depends on who you talk to )
• Engineering trade‑offs:
• Higher salt (10–30% by weight) increases sink rate but reduces elongation and toughness.
• Excess salt can cause brittleness and poor mold filling.
Here's the cleaned 5.4 to go with it — same standard, formula pulled out, every symbol glossed, and the minus sign explained (that's the part everyone trips on).
5.4 Scent Oils
Composition: hydrophobic oils — anise, garlic, or proprietary blends. ("Hydrophobic" means water-repelling, so they don't dissolve into the water; they leak out slowly instead.)
Function: they diffuse out of the lure over time, laying down a scent trail a fish can track.
Diffusion behavior is governed by Fick's law of diffusion, which describes how fast molecules spread from where they're crowded to where they're sparse:

Each symbol stands for one thing:
J = Diffusion Flux — the rate scent molecules move out through a surface. In plain terms, how fast scent is leaving the lure and spreading into the water.
D = Diffusion Coefficient — how easily a molecule moves through the plastic. Small, light molecules have a high D (they move fast); big, heavy molecules have a low D (they move slow).
dC/dx = Concentration Gradient — the difference in how crowded the molecules are between two points. Right at the lure's surface there's a lot of scent (high concentration); a few inches out there's almost none (low concentration). That difference is the engine that pushes scent outward.
The minus sign (−) just means diffusion runs downhill — molecules always move from crowded toward empty, never the reverse. It points the flow in the right direction; it isn't subtracting anything you'd notice.
What this means for you at the bench: you don't measure any of this — but it tells you exactly what your scent choice does. Thin, light, volatile oils (small molecules, high D) release fast: a strong burst that fades quick — good for active, searching presentations. Heavier, thicker oils (big molecules, low D) bleed out slow: a weaker but longer-lasting trail — better for slow soaks and dead-sticking. And more scent loaded near the surface means a stronger initial push — but only up to a point: keep total loading under ~2% by weight, or the oil starts softening and weakening the plastic itself.
(In a lab, that gradient gets quantified by measuring concentration at two distances and dividing by the gap between them — but for pouring, the practical takeaway is just: small molecules = fast and strong, big molecules = slow and lasting.)
Engineering implication:
• Small molecules diffuse faster, releasing scent quickly.
• Larger molecules diffuse slower, providing long‑lasting scent.
• Typical loading: <2% by weight to avoid weakening the plastisol matrix.
5.5 Stabilizers and Secondary Additives
• Thermal stabilizers: Prevent PVC degradation during heating (Ca/Zn, organotin).
• UV stabilizers: Protect lures from sunlight discoloration.
• ESO (Epoxidized Soybean Oil): Acts as both a co‑plasticizer and stabilizer, improving UV resistance.
5.6 Percent Ranges for Additive Engineering
• Pigments: 0.5–2%
• Glitter: 0.1–0.5%
• Salt: 10–30% (optional, depending on lure type)
• Scent oils: 0.5–2%
• Stabilizers: 0.3–1%
5.7 Engineering Implications
• Balance is critical: Too much pigment or glitter increases viscosity and causes defects.
• Salt trade‑off: Improves sink rate and taste but reduces toughness.
• Scent oils: Enhance fish attraction but must be carefully controlled to avoid weakening the plastisol.
Section 6: Thermal Degradation — Why PVC Needs Stabilizers (and Why You Can't Overheat It)
Everything in Sections 2 and 3 assumed the plastic survives being heated. It only does because of the stabilizers — and understanding why explains the yellowing, the fumes, the "never scorch it," and the "you can only reheat a batch so many times" all at once. They're not separate rules. They're one chemical reaction.
The Core Problem: PVC Wants to Fall Apart When Heated
PVC is a chain of carbon atoms with chlorine and hydrogen hanging off it. Heat it, and neighboring hydrogen and chlorine atoms start tearing off in pairs and combining into hydrogen chloride (HCl) gas. Chemists call this dehydrochlorination — literally "removing hydrogen and chlorine." The awkward part: PVC decomposes at a temperature lower than its processing temperature. You have to heat it to fuse it (Section 2.3), but heating it is also exactly what makes it come apart. The entire art of processing plastisol is living in that narrow window — hot enough to fuse, not so hot (or so long) that it degrades.
Why It Runs Away: the "Zipper" and Autocatalysis
It gets worse, because the reaction feeds itself. When an HCl pair tears off, it leaves behind a double bond, and that double bond makes the next hydrogen-chlorine pair beside it even easier to remove — so the reaction runs down the chain like a zipper. On top of that, the hydrogen chloride that's released acts as a catalyst and accelerates the decomposition. That's what autocatalytic means: the product of the reaction speeds up the reaction. So a little degradation isn't stable — left unchecked it snowballs, especially if the HCl can't escape and stays trapped in the melt.
Where Degradation Actually Starts: the Labile Chlorines
PVC doesn't unzip from random points along the chain. It starts at specific manufacturing defects where a chlorine atom is already weakly held — the labile (unstable) chlorines. There are a few kinds: allylic chlorines (a chlorine sitting right next to an existing carbon-carbon double bond), tertiary chlorines (at branch points in the chain), and chlorines at unsaturated chain ends. With the elimination of one HCl molecule, a new allylic chlorine forms right beside it — which is the chemical reason the zipper self-propagates: every HCl that leaves creates the next weak point. So degradation isn't a wall the whole chain hits at once; it's a fire that lights at the pre-existing weak spots and then runs. That's also the precise definition of what stabilizers target — "replacing labile chlorine" means capping those ignition points with a stable group before they can kick off.
Why It Turns Yellow (Then Brown, Then Black)
Those double bonds left behind don't just sit there — they line up into long conjugated polyene sequences (a run of alternating double bonds). Conjugated double bonds absorb visible light, which means they have color. The polyene sequences make the plastic appear yellow; as degradation progresses, the color deepens to orange, pink, reddish, brown, and finally black. So lure color tells you how cooked the batch is: clear or on-color is healthy, a yellow tinge is early degradation, and amber-to-brown means you've pushed it too hot or too long. The discoloration isn't a staining problem — it's the chemistry of the plastic breaking down, made visible. And it's not just cosmetic: the same chain-breaking that changes the color also drastically weakens the plastic, so a scorched batch is more brittle, not just uglier.
What the Stabilizers Actually Do
This is why those calcium/zinc or organotin stabilizers aren't optional — without them you couldn't fuse plastisol at all. They fight the reaction on two fronts: they react with the labile chlorine in the polymer (swapping out the weak, about-to-leave chlorine atoms for something more stable before they can start the zipper), and they scavenge the HCl that does escape so it can't catalyze the runaway. They're a sacrificial buffer — they get consumed protecting the plastic.
Why There Are Always Two Metals: the Ca/Zn Story
The most common modern, non-toxic stabilizer is calcium/zinc — and the two metals are there because each does half a job and each covers the other's flaw.
Zinc is the fast one. Zinc soap replaces the labile chlorines and is excellent at killing initial discoloration — it keeps the early color clean. But it has a nasty failure mode. As zinc does its job it gets converted to zinc chloride (ZnCl₂), and ZnCl₂ is a strong Lewis acid that aggressively promotes degradation — an effect called "zinc burning." The result is brutal and sudden: a batch that looked fine one minute flashes to brown-black the next, because once the zinc is spent, its byproduct actively catalyzes the runaway. Zinc alone gives you great color right up until it gives you a disaster.
Calcium is the slow one that saves the zinc. Calcium soap is mainly an HCl scavenger, but its key trick is regeneration: it reacts with the dangerous zinc chloride to form harmless calcium chloride and hand the zinc back its working form. So calcium continuously cleans up the zinc's toxic byproduct and replenishes it. Run the two together at the right ratio and you get both clean initial color (from zinc) and long-term stability (from calcium). That synergy is the entire reason they're paired — neither works well alone.
The Other Families (and Why Your Clear Plastic Probably Uses One)
Organotins are the high-performance option: very efficient and, critically, they give clarity. This is why crystal-clear and floating-formula plastisols tend to be tin-stabilized — if you've poured a water-clear bait, there's a good chance an organotin held it together. The downside historically is toxicity and cost concerns. Lead salts were the classic workhorse — cheap and effective — but are now restricted for toxicity and are essentially gone from consumer lure plastic; if you read an old formula calling for lead stabilizer, that's why it's no longer used. Costabilizers stretch all of the above: phosphites chelate, or "tie up," the zinc chloride and retard zinc burning. And here's the tie-back to your own formula — the epoxidized soybean oil (ESO) in your blend isn't just the co-plasticizer from Section 2, it's also a costabilizer, scavenging HCl and mopping up chloride. It's quietly doing double duty as part of the protection system.
Putting Numbers on "Don't Overheat"
Two things turn the vague warning into something measurable. First, the ~10°C rule of thumb: like most chemical reactions, the degradation rate climbs roughly exponentially with temperature — a useful rule of thumb is that it roughly doubles for every ~10°C you go up. That's why the gap between "fused" and "scorched" is so unforgiving — a small overshoot isn't a small problem, it's a doubling. Second, the Congo red test: labs grade thermal stability with a standardized dehydrochlorination test that reports an induction time — how many minutes the stabilizer package holds the line at a set temperature before HCl starts pouring off and color breaks. Ordinary zinc stearate buys only single-digit minutes on its own, while a good Ca/Zn package stretches that many times longer. The practical translation: every stabilizer system has a finite "time budget" at temperature, that budget shrinks fast as the temperature rises, and each reheat spends part of what's left.
The Bench Takeaway
The reason an old, much-reheated, or overcooked batch goes from fine to ruined suddenly rather than gradually is the zinc-burn mechanism plus autocatalysis: as long as live calcium and zinc remain, color holds; the moment the buffer is spent, zinc chloride and trapped HCl take over and the batch flashes dark. So the real rules behind "watch your heat" come down to four things:
Keep temperature low and steady — every ~10°C roughly doubles the damage.
Minimize reheats — each one spends stabilizer you can't get back, which is why a much-reheated batch suddenly yellows and goes brittle for "no reason": the stabilizers simply gone.
Treat the first hint of yellow as the alarm — past that point, the chemistry stops being gradual.
Fumes mean stop and ventilate — that sharp smell off overheated plastic is HCl, a corrosive acid gas. This isn't a "ruined batch" issue; it's a breath-this issue, and it's the single best reason the safety disclaimer at the top of this article exists.
Plastisol isn't a forgiving material that happens to need a warning label. It's a plastic that's actively trying to come apart every second it's hot, held together by a finite dose of stabilizer and a careful operator watching the temperature. Respect that and you get clean, strong, on-color baits. Ignore it and the chemistry tells on you — in yellow, then brown, then a smell you shouldn't be breathing.
Here's the complete Section 7 — main section and the deep-physics continuation merged into one clean, seamless piece, citations stripped, the two endings consolidated, ready to paste.
Section 7: Storage, Migration & Failure Modes — Why Baits Go Bad in the Box
Sections 2 through 6 were about making a good bait. This one is about why a good bait goes bad sitting in a drawer — and almost all of it traces back to a single fact from Section 2: the plasticizer is not permanently locked into the plastic.
The Root Cause: Plasticizer Migration
Recall that plastisol is PVC resin swollen with liquid plasticizer, and the plasticizer is what keeps the bait soft. The catch is that those plasticizer molecules aren't chemically bonded into the PVC — they're physically held in the matrix, and they exist in a restless, dynamic state, constantly trying to escape. Over time they do: they migrate to the surface, evaporate slowly, or move into anything touching the bait that they can dissolve into. That single process — plasticizer migration — is the hidden cause behind nearly every storage failure soft plastics have. It's not one problem; it's one mechanism wearing several different masks.
Migration Is Just Fick's Law Again
Here's the part that connects to the rest of this article: migration is diffusion, governed by the same physics as the scent-release math in Section 5.4. They're the same equation. In Section 5.4, Fick's law said molecules flow from where they're crowded to where they're sparse, driven by the concentration gradient, at a rate set by the diffusion coefficient. Plasticizer migration is that exact process. Inside the bait the plasticizer is highly concentrated; outside — the air, a touching bait, the box — it's near zero. That difference is the driving force. The scent you want to leave and the plasticizer you don't want to leave obey the same rule.
Migration runs in three stages: the plasticizer diffuses from the interior to the surface, then crosses the surface interface, then enters whatever's in contact — air, water, or another plastic. And there are three escape routes the standards bodies formally separate: volatilization (evaporating into air), exudation or blooming (sweating to the surface as a film), and extraction or leaching (dissolving into a contacting liquid or plastic). All three are the same diffusion engine pointed at a different destination.
The Master Variable: Molecular Size
In Section 5.4 we said small molecules have a high diffusion coefficient (move fast) and big ones a low one (move slow). The identical rule governs plasticizer permanence: as molecular weight increases, both the diffusion rate and the volatility decrease. Small, light plasticizers are mobile — they migrate and evaporate quickly. Large, heavy ones are sluggish and stay put.
Compatibility Is the Driving Force (the Solubility Parameter Returns)
Back in Section 2.2 we used the Hildebrand solubility parameter — the "compatibility score" — to decide whether a plasticizer would mix into PVC. That same number decides whether it wants to leave, and what it will attack. Better compatibility (closely matched polarity, similar scores) lowers the driving force for migration: a plasticizer that's truly happy in its polymer has less urge to go anywhere. A poorly matched one is half-rejected from the start and heads for the exit.
And this finally explains the "worm-proof box" rule from a first principle. Plasticizer attacks a neighboring plastic only when that plastic's solubility parameter is close enough for the plasticizer to dissolve into it. PVC and similar polar plastics sit near the plasticizer's score, so they're vulnerable. Polyethylene and polypropylene are nonpolar polyolefins with a score far away — the plasticizer has no affinity for them, can't dissolve in, and simply sits on the surface. That's not a coincidence of which plastics happen to be tough; it's the same compatibility score from Section 2.2 predicting that PE/PP boxes survive and most others don't.
Failure Mode 1: Baits "Melting" Together (the Tackle-Box Horror Story)
The famous one: you open the tray and find two baits fused into a sticky, liquefied blob. Here's the part most anglers get wrong — that isn't melting in the heat sense. It's plasticizer migration as a solvent reaction. When two incompatible plastics touch, the plasticizer and oils from one penetrate and dissolve the other — the plasticizer literally acts as a solvent, swelling and breaking down the matrix of whatever it's against until it goes to mush. Critically, this happens at room temperature; heat and sunlight accelerate it, but chemical incompatibility causes it. You don't need a hot car, just the wrong two materials in contact long enough.
The worst offenders are different bait materials stored together. The big one is mixing plastisol (PVC) baits with TPE / ElaZtech-type baits (Z-Man and similar). That elastomer material is extremely high in oil — on the order of 80% — so it behaves like an aggressive solvent against PVC and will liquefy a plastisol bait it's pressed against. They must never share a slot. The rule: keep like with like — plastisol with plastisol, TPE with TPE — and keep both away from hard-body baits. (Gulp! is its own separate class entirely so it has to stay in its own packaging liquid or it dries out.) This is also why the box itself matters: the plasticizer attacks many plastics but not PE or PP, which is the whole reason quality worm-proof boxes are molded from those two. If a box isn't labeled worm-proof, assume it isn't.
Failure Mode 2: Baits Getting Hard, Greasy, or Shrunken — and Why It's Sometimes One, Sometimes the Other
The slow version of the same process. As plasticizer migrates out of a bait over months and years, it loses the very thing keeping it flexible, so it gradually gets harder, stiffer, and slightly smaller, eventually turning brittle. A bait that was supple when new and stiff after three years in a hot garage didn't "dry out" in the water sense — it lost plasticizer to evaporation and migration.
But it doesn't always look the same, and the reason is subtle: migration has two possible rate-limiting steps, and which one dominates changes the result. If the bait can't move plasticizer to the surface fast enough (diffusion-limited), you get a concentration gradient — the surface layer depletes first while the core stays soft, giving a bait whose surface goes rigid and brittle while the inside is still supple. That's your stiff, cracking, old worm. If instead the plasticizer reaches the surface easily but leaves slowly (evaporation-limited), the bulk depletes uniformly and the plasticizer piles up at the surface as a film, giving the greasy, tacky surface with no obvious hardening yet. Same root cause, two different looks, depending on whether getting to the surface or getting off the surface is the bottleneck. (The loose amorphous regions of the PVC are the highways for this; the small crystalline fraction from Section 2.1 acts as a barrier — one more reason fusion quality affects longevity, not just strength.)
Failure Mode 3: Colors Bleeding Into Each Other
Pigments and dyes can travel with migrating plasticizer, so when two differently colored baits sit pressed together, color from the darker one can bleed into the lighter — a white bait with a pink stain where a hot-pink worm was lying against it. It's cosmetic, not structural, but it ruins presentation. The fix is the same as everything else here: store baits separately, or leave them in their original packaging where they're not in contact.
Failure Mode 4: Salt Leaching
The density trade-off from Section 4.4 shows up as a storage failure too. Salt is water-soluble, so a heavily salted bait left soaking — or stored damp — slowly leaches its salt out. As the salt dissolves it leaves voids behind, and the bait gets brittle and crumbly, eventually falling apart. It's the price of using salt as a cheap weight: great sink rate, shorter lifespan, and worse if it isn't kept dry.
Failure Mode 5: UV Aging — and the Compounding Loop
Separate from migration, sunlight does its own damage: UV breaks down pigments (fading) and, given enough exposure, the polymer itself — the same light-driven degradation the UV stabilizers and ESO from Sections 5 and 6 are there to slow. But UV and migration also feed each other, which is the nasty part. Plasticizer migration can drag other additives out with it — the UV stabilizers and antioxidants ride along in the moving plasticizer and deplete from the surface, so an aging bait loses the very protection guarding it. And it runs the other way too: UV exposure increases the polymer's free volume (opens up the structure), which lets plasticizer migrate even faster. Sun makes migration faster; migration strips the sun protection. That's why a bait baked in a sunny window doesn't decline gracefully — it falls off a cliff.
Temperature Drives All of It
Every process in this section is temperature-driven in the same exponential way degradation was in Section 6. Diffusion speeds up sharply with heat, so the same "every ~10 °C roughly doubles it" intuition that governed scorching governs shelf life. A bait in a climate-controlled room and the identical bait in a hot truck aren't aging at slightly different rates — they're aging at exponentially different rates.
A Note on the Liquid Plastic Itself (Uncured Shelf Life)
Storage failure isn't only a finished-bait problem — the raw plastisol in the bottle has its own. Because it's a suspension (solid resin particles floating in liquid plasticizer, plus any salt, glitter, and pigment), those solids slowly settle and separate on the shelf, leaving thinner liquid on top and a dense sludge on the bottom. That's normal and recoverable: it needs a thorough re-stir back to uniform before pouring, or the batch runs inconsistent. Stored cool, capped, and out of sunlight, quality plastisol keeps a long time; left hot or open, it can skin over, thicken, or discolor before it's ever heated.
The Storage Rules, and the One Idea Behind Them
Every practical rule is just a way of slowing diffusion and keeping light and heat off:
Original packaging is best — baits aren't in contact with anything incompatible, and the bag is made to be compatible with them.
Separate by material — plastisol with plastisol, TPE with TPE, never mixed, and neither against hard baits. This one prevents the catastrophic melt.
Worm-proof (PP/PE) boxes only if you're not using packaging — anything else can get attacked.
Keep baits apart or individually bagged to stop color bleed.
Cool, dark, dry storage — heat speeds migration, sun adds UV damage, moisture leaches salt. A hot truck or a sunny window is the worst case on all three counts.
Re-stir stored liquid plastic before pouring, and cap it against air and light.
The deeper point is that shelf life isn't really a storage afterthought — it's designed into the formula at the bench, whether you intend it or not. The instant you pick a plasticizer you've chosen a diffusion coefficient, a permanence, and a compatibility, and those set how the finished bait ages before it's ever poured. Storage only controls the external gradient and temperature to slow a process you already locked in chemically. A maker who wants baits that last picks higher-molecular-weight, well-matched plasticizers and accepts the cost in fusion speed and cold flex; a maker who wants maximum action and cold-water softness accepts shorter permanence. There's no free lunch — just an honest choice on the permanence-versus-performance curve, made with eyes open. A soft-plastic bait, in the end, is never quite "finished" — the plasticizer that makes it good is always, slowly, trying to leave, and everything from formula to storage is just managing how slow.
Section 8: Effect Pigments — Making Light, Storing Light, and Changing Color
Section 5.1 covered ordinary pigments, which work the only way most people think color works: they absorb some wavelengths and reflect the rest, and the reflected light is the color you see. That's the entire story for a standard pigment — it's passive, it just sits there subtracting wavelengths. But there's a whole tier above that, the effect pigments, and they don't sit there. They make light, store light, or change color as conditions change. To use them well you have to understand that there isn't one way to produce color — there are several physically distinct ones, and each behaves differently in the water.
The Six Ways a Lure Can Produce Color
Reflection / absorption — ordinary pigment (Section 5.1). Passive; needs ambient light to bounce; fades as light fades.
Fluorescence — absorbs invisible/short-wavelength light and instantly re-emits it as visible light. Glows only while it's being lit.
Phosphorescence — the same idea, but it stores the energy and releases it slowly. This is "glow in the dark."
Photochromism — a molecule physically changes shape under UV and becomes a different color. Reversible.
Thermochromism — color changes with temperature.
Structural / interference color — no pigment at all; color produced by light waves interfering, the way a real baitfish flashes.
The first is in Section 5.1. The other five are this section.
Clearing Up the Three "UV" Concepts First
"UV" gets thrown around loosely in tackle, and three completely different things share the label. It's worth separating them before going further: UV stabilizers (Sections 5 and 6) are protective — they absorb UV to stop it damaging the plastic, and have nothing to do with color. UV-reflective pigments bounce back the UV that's already present in the water, raising contrast for fish that see into the UV (the subject of the color cluster's UV post). UV-fluorescent pigments are the third and different thing — they absorb UV and convert it into visible light. Same three letters, three unrelated jobs. This section is about the third.
Fluorescence: Turning Invisible Light into Visible Light
Fluorescent pigments do something ordinary pigments can't: they take in light at a wavelength you can't see (UV and the short blue end) and re-emit it at a longer wavelength you can see. The light comes out at a longer wavelength than it went in — a shift named after the physicist who first described it (the Stokes shift). Because the pigment is adding emitted light on top of the light it reflects, a fluorescent color looks impossibly bright — "brighter than white," almost lit from within. That's exactly what fire-tiger, fluorescent chartreuse, and hot orange are doing.
The fishing payoff connects straight to the depth science in the color cluster. Recall that red light is filtered out in the first several feet while blue and violet — and UV, which is shorter still — penetrate deepest. So at depth and in stained water, the light that survives is exactly the short-wavelength light fluorescent pigments feed on. An ordinary red pigment has nothing left to reflect down there and goes black; a fluorescent pigment takes the surviving blue/UV light and re-emits it as visible glow, staying lit where normal color dies. That's the real, physical reason fluorescent colors dominate in deep, dark, and dirty water — not marketing, just which wavelengths are left to work with. The one limit: fluorescence is instant and ongoing — it only emits while it's being lit. Cut the light and it stops at once. Which is the difference between it and the next one.
Phosphorescence: Storing Light to Glow in the Dark
Phosphorescence is fluorescence's patient cousin. Unlike fluorescence, a phosphorescent material does not immediately reemit the radiation it absorbs; it absorbs some of the energy and reemits it for a much longer time after the light source is removed. The rule of thumb: if it glows under a black light it's fluorescent; if it glows in the dark after the lights are off, it's phosphorescent. That stored-and-released afterglow is the whole game, and the chemistry behind it has improved dramatically. Wikipedia
The old chemistry — zinc sulfide. The original glow pigment is zinc sulfide doped with copper (ZnS:Cu). It works, but it's comparatively dim, glows greenish-yellow, and its afterglow is measured in minutes.
The modern chemistry — strontium aluminate. The standard today is strontium aluminate doped with europium and dysprosium (SrAl₂O₄:Eu,Dy), a persistent-luminescence material with a long, bright afterglow observable for several hours after excitation. In practical terms it's about 10 times brighter than zinc sulfide and some green versions glow for many hours — and it's non-toxic and non-radioactive. The two dopants do two different jobs, and this is the heart of it: the europium ions are the primary luminescence centers, while dysprosium extends the afterglow by trapping electrons.
The mechanism, plainly. Charging the pigment with light promotes electrons from their ground state to higher excited states, creating electron-hole pairs. Here's the trick: instead of those electrons immediately falling back and releasing their energy (which is what fluorescence does), the crystal lattice provides numerous trap sites where excited electrons are temporarily stored before recombining to produce visible light. The dysprosium is what builds those traps. Then, at ordinary temperatures, gradual detrapping by thermal activation causes luminescence from electron–hole recombination — room-temperature warmth slowly springs the electrons loose one by one, and each one that falls back emits a photon. So the "glow" is literally stored light leaking back out over hours, and the europium sets the color while the dysprosium sets the duration. Green (around 520–530 nm) is the brightest and longest-lasting; blue and aqua versions exist but are dimmer.
On the water. Phosphorescent pigment is the answer where there's no light to reflect or fluoresce at all — deep water, night fishing, muddy water, the pre-dawn bite. You charge it first (sunlight, a camera flash, or fastest of all a UV flashlight), then it carries its own light down into the dark. It recharges indefinitely. In plastisol it behaves well because it's an inorganic crystal — it survives fusion temperatures (Section 2.3) without breaking down, and disperses like any pigment (the Hegman-gauge smoothness from 5.1 still applies), though glow pigments are gritty and on the large side, so loading and particle size matter for both brightness and a clean pour.
Photochromism: Color That Switches on in Sunlight
Photochromic pigments change color in response to UV — pale or colorless in shade, vivid in sun. These are organic molecules (naphthopyrans and spiropyrans are the common families), and the mechanism is a physical reshaping of the molecule: UV light breaks a carbon–oxygen bond in the ring (ring-opening), producing a more planar structure with greater conjugation of bonds, and that planar conjugated structure absorbs visible-wavelength light and produces color. Take the UV away and the ring closes back up and the color vanishes — and for the common families this reversion happens spontaneously by thermal relaxation, with no extra light needed. (It's the same chemistry as photochromic eyeglass lenses.) For a lure, that means a bait that shifts color between shade and sun, or that fades as it sinks below the UV-rich surface layer. The catch is durability: because these are organic dyes, not inorganic crystals, they're more sensitive to heat and to UV fatigue — repeated cycling and sun exposure wear them out over time, and they're less tolerant of full fusion temperatures than a glow pigment. IntechOpenResearchGate
Thermochromism: Color That Tracks Temperature
Thermochromic pigments shift color with temperature, and the most common type is a clever three-part system: a leuco dye, a color developer, and a cosolvent, usually microencapsulated. The solvent's melting point is the switch. Below the threshold the dye and developer are locked together and the bait shows color; when temperature rises the solvent melts, the leuco molecule's ring closes, and it goes to the colorless state. It's fully reversible around that set temperature. For lures the idea is a bait that changes color with water temperature, but it's the most niche of the bunch: leuco-dye response temperatures are difficult to set with accuracy, the switch window is broad, and the organic system has the same heat- and durability-sensitivity as photochromic. Interesting, rarely worth it.
Structural Color: Faking a Real Baitfish with Physics, Not Pigment
The last one uses no pigment at all. Pearlescent and interference pigments are typically mica platelets coated with an ultra-thin layer of metal oxide (titanium dioxide or iron oxide). Light reflects off both the top and bottom surfaces of that thin coating, and the two reflections interfere — reinforcing certain wavelengths and canceling others, exactly the way an oil sheen or a soap bubble makes color. The coating's thickness sets which color, and because the path length changes with viewing angle, the color shifts as the bait turns — that angle-dependent shimmer is iridescence.
Here's why it matters for a lure specifically: this is the same way a real baitfish flashes. The silver of a shiner, the chrome of a herring, the shifting blue green of a fleeing minnow — those aren't pigments either, they're structural color from stacked thin layers in the fish's scales and tissue. So, a pearlescent or interference pigment isn't just "shiny" — it's biomimicry of the exact optical effect of the prey you're imitating, which is why pearl, chrome, and "holographic" finishes read as alive to a predator in a way a flat silver pigment doesn't. It pairs naturally with the metallic-flake flash from Section 5.2 — flake gives discrete sparkle; interference pigment gives the whole-body living sheen.
The Bench Reality
The unifying idea is that effect pigments aren't "colors," they're tools matched to a light condition. Ordinary pigment for normal light; fluorescent for the short-wavelength light that survives in deep or stained water; phosphorescent for no light at all (night, depth, dawn); photochromic for changing daylight; thermochromic for temperature; interference for baitfish flash. Choosing one is really choosing what light environment the bait has to perform in.
And they split cleanly into two manufacturing camps. The inorganic effect pigments — glow (strontium aluminate), interference (mica/oxide), and most fluorescents — are crystalline, heat-stable, and survive the fusion temperatures of Section 2.3 while dispersing like any other pigment under the rules of 5.1. The organic ones — photochromic and thermochromic — are molecular, so they're heat-sensitive (they can be damaged by full processing temperature), UV-fatiguing (they wear out with cycling), and generally more fragile and more expensive. That single inorganic-versus-organic divide predicts most of what you need to know about whether an effect pigment will survive being made into a bait and last in a tackle box. This is the material-science underside of the entire color cluster: the "how fish see color," "UV," and "depth" posts describe what the fish perceives; this describes the chemistry you actually load into the plastic to produce it.
Section 9: Tear Strength — The Property That Decides If a Bait Survives the Fish
Section 4 measured three mechanical properties: hardness (4.1), tensile strength (4.2), and elongation (4.3). But it left out the one an angler feels most directly — the property that determines whether a bait shrugs off a hookset and catches a dozen fish, or rips in half on the first bite. That's tear strength, and it's a genuinely different thing from the tensile strength already covered. Conflating the two is the single most common mistake in thinking about soft-plastic durability.
Tear Strength Is Not Tensile Strength
Tensile strength (4.2) is how hard you can pull the whole bait apart — uniform stress spread across the full cross-section, the bait stretching evenly until it snaps. Tear strength is completely different: it's resistance to a cut or notch spreading. As the standard puts it, tear testing focuses on resistance to crack growth, not stretching resistance. The distinction is everything because a bait almost never fails by being pulled evenly apart — it fails because a hook punched a hole in it, and that hole became the starting point for a rip. A material can be strong in one and weak in the other; the two don't track together, and hardness doesn't predict either — materials with low tear resistance can be quite hard, since hardness and tear resistance are unrelated.
Why a Notch Changes Everything: Stress Concentration
Here's the physics that makes tear its own property. When you pull on an intact sheet of plastic, the stress spreads out evenly. But the instant there's a notch, cut, or hole, the stress stops spreading evenly and instead piles up at the tip of that flaw — a stress concentration. A simple round hole in a sheet multiplies the local stress at its edge by roughly three times. So the material right at the edge of a hook hole is feeling several times the force the rest of the bait feels. That concentrated stress is what drives a tear forward: once a crack starts at the notch tip, the stress focuses on that exact point, the crack advances a little, the tip moves with it, and the whole thing unzips. Tear testing literally measures this on purpose — the specimen is deliberately nicked first, and the tear is propagated through that damage, which becomes the site of stress concentration.
That's exactly what a hook does to a bait. The hook point creates the notch. Every hookset, every head-shake, every fish concentrates force at that hole. Whether the bait survives is a tear-strength question, not a tensile-strength one.
How It's Measured: ASTM D624
The standard for soft, rubbery materials is ASTM D624 — and it's explicitly separate from the tensile test. As the standard's own scope states, D624 is intended to measure tearing strength only; anyone after tensile properties is sent to ASTM D412 (the test from Section 4.2). Labs typically run both on the same machine because they're complementary halves of the durability picture. D624 works by measuring the force per unit thickness needed to start or propagate a tear through a specimen, reported in kN/m (or lb/in). There are several specimen shapes — Types A, B, C, T, and CP — and for the common notched dies the tear strength is simply the maximum force divided by the specimen thickness. Die C is the one you'll see cited most for soft elastomers (it's the standard die for this kind of work), which is why a serious spec sheet lists something like "tear strength, ASTM D624 Die C."
What Controls Tear Strength in a Soft Plastic
This is where it ties back into the formula, and where the trade-offs from earlier sections come home to roost:
Plasticizer level is the central tension. More plasticizer makes a softer, more lifelike, better-moving bait (low durometer, high elongation) — but past a point it lowers tear strength, because you're diluting the load-bearing polymer network with liquid. The very thing that makes a finesse worm feel alive is working against its toughness.
Resin molecular weight (Section 2.1) is the biggest lever in the good direction. Higher-molecular-weight PVC resin means longer polymer chains with more entanglement, and that chain entanglement is what resists a crack pulling through — so a higher-MW resin buys tear strength. (Recall from 2.1 that higher MW also needs more aggressive fusion; toughness has a processing cost.)
Fusion quality (Section 2.3) matters directly. An under-fused bait never developed its full network, so it tears easily — and now you can see that a low degree-of-fusion shows up not just as general weakness but specifically as poor tear resistance at the hook hole.
Salt (Sections 4 and 5.3) hurts it. Salt crystals are hard inclusions that interrupt the polymer matrix and act as built-in flaws — they reduce elongation and toughness, and a heavily salted bait tears more easily and (from Section 7) gets worse as the salt leaches and leaves voids behind. Every salted bait trades tear strength for sink rate.
Voids and inclusions are silent tear-starters. Trapped air bubbles (a degassing/processing issue), poorly dispersed pigment clumps (the Hegman-gauge problem from 5.1), and any contamination all create internal flaws where a tear can initiate. A bait can have a perfect formula on paper and still tear early because a bubble or a pigment clump gave the crack a place to start. This is why dispersion quality isn't just cosmetic — a streak is also a weak point.
The Trade-Off That Defines the Whole Bait
Tear strength is where the central conflict of soft-plastic design becomes unavoidable. The angler wants two things that fight each other: a bait soft enough to move like living prey (which means more plasticizer, less resin, often salt for the fall) and a bait tough enough to survive multiple fish (which means more resin, higher molecular weight, less plasticizer, less salt). You cannot maximize both. A drop-shot finesse worm is tuned soft and accepts that it's a few-fish bait; a flipping creature meant to punch through cover and take repeated bites is tuned tougher and accepts a slightly less fluid action. Knowing tear strength is a separate property — and knowing it's governed by resin MW, fusion, and inclusions rather than by softness — is what lets a maker place a given bait deliberately on that scale instead of discovering after the fact that a great-feeling bait is a one-fish wonder.
The takeaway: tensile strength tells you how hard you can pull a bait; tear strength tells you whether it survives a hook and a fish. They're different numbers from different tests, and for an angler the second one is usually the one that matters.
Section 10: Engineered for Action — Where the Chemistry Meets the Water
This article is titled "engineered for action," and until now we've been building the engine without driving it. Every section measured a property — hardness, tensile and tear strength, elongation, density, fusion, the additives — but a fish doesn't feel a durometer reading. It reacts to movement. This closing section is where all of it converges: how the material you've now seen built from PVC and plasticizer turns into the wiggle, kick, glide, and quiver that actually triggers a strike. The central claim is simple and, once you've read the rest of this article, undeniable: action is not just shape — it's material. The same paddle-tail mold poured in three different formulas swims three different ways.
The One Property Behind All Action: Modulus
If tear strength (Section 9) was the hidden durability property, elastic modulus — stiffness — is the hidden action property. Modulus is how much force it takes to bend or deform the material a given amount: low modulus flexes under a tiny push, high modulus resists. And here's the through-line back to Section 2: modulus is set by the plasticizer. Adding plasticizer reduces both the glass transition temperature and the elastic modulus of PVC, because the plasticizer molecules sit between the chains, minimize the secondary forces holding them together, and free the chain segments to move. So the plasticizer level you chose for softness is the modulus, and the modulus is what decides how the bait responds to moving water. A low-modulus (soft) bait flexes under the gentlest current — it has action at a dead-slow crawl, on the fall, even sitting nearly still in a little flow. A high-modulus (stiff) bait needs real water speed before it does anything. That single property explains why one worm "breathes" on a dead-stick and another just hangs there like a stick. LinkedInResearchGate
Why It Moves Like It's Alive: Viscoelasticity
Now the deep one, the concept that ties the whole material to the whole behavior. A soft plastic is viscoelastic — it behaves partly like an elastic spring and partly like a viscous fluid at the same time. The elastic half stores and returns energy: twitch the rod and the tail snaps back, the appendage rebounds, the bait recovers its shape. The viscous half dissipates energy: the motion damps out and settles instead of ringing. The proof that this is tunable and not just incidental: PVC plastisol is studied specifically as a vibration-damping material, and tellingly, formulations with the same glass transition temperature can have widely different damping abilities depending on which plasticizer is used. That means the type of plasticizer tunes the quality of motion — the crispness of the rebound, how the bait settles — independently of raw softness. SAE
This is the real reason soft plastics fool fish, and it's worth stating plainly: living tissue is also viscoelastic. Real prey — a minnow's body, a crawfish's tail, a worm — moves with that same blend of springy rebound and fluid damping. A hard bait is nearly pure elastic; it vibrates and rings mechanically. A soft plastic, being viscoelastic like flesh, moves and settles the way living tissue does. You're not just matching the shape and color of prey — you're matching its mechanical character. That's the deepest sense in which a soft plastic is "engineered for action": the material class itself mimics the material class of the thing it imitates.
Each Property, Translated Into Movement
With modulus and viscoelasticity as the frame, every earlier property now reads as an action lever:
Hardness / durometer (4.1) sets responsiveness. Softer flexes under less force (more action, slower) and, critically, collapses when a fish bites — the bait compresses in the mouth instead of resisting, so the fish inhales it fully and the hook clears the plastic, improving hookups. Harder holds its shape and form, needs more water speed, and survives more abuse. The hookset itself is a material event.
Elongation / elasticity (4.3) sets the rebound. High elongation gives a tail that stretches and snaps back, recovering crisply between twitches for repeatable action; low elongation gives a stiffer, less lively return. This is the elastic half of viscoelasticity made tangible.
Density / buoyancy (4.4) sets where and how the action happens in the water column. A buoyant tail floats up and quivers; a neutral bait hangs and works in the strike zone on micro-current; a salted, dense bait falls fast with a tighter, faster wobble. Same body, different density, different presentation entirely — and the fall is often where the strike comes.
Damping (plasticizer type) sets the character of the motion — a sharp, crisp kick versus a lazy, rolling wallow versus a dead mush. Two baits identical in softness can feel completely different to a fish because their viscous damping differs.
Tear strength (Section 9) sets how long the action survives. The cruel irony of the whole system: the soft, low-modulus, high-action formula is exactly the one most prone to tearing. The liveliest baits are the most fragile. Action and durability pull against each other through the same plasticizer dial.
The Hydrodynamics, Briefly
Put a paddle or curl tail in moving water and the water pushes on that surface, creating a force the soft hinge of the bait's body translates into a kick or roll. The interplay is shape times material: the paddle's area and angle set how much force the water generates, and the body's modulus sets whether that force produces a crisp kick, a wide wobble, or nothing. This is why there's a speed-to-stiffness match for every bait — too stiff and it won't kick at a slow retrieve; too soft and it washes out and goes limp at speed. The maker isn't just shaping a tail; they're tuning a hinge stiffness to a target retrieve speed. Shape and material are co-designed, and neither works without the other.
The Whole Article, in One Line
Trace it all the way back and the chain is unbroken. The resin molecular weight and fusion (Section 2–3) build the polymer network; the plasticizer type and level set the modulus, the glass transition, and the damping; salt and fillers (Sections 4–5) shift the density; the stabilizers (Section 6) let it all survive being made; and the migration behavior (Section 7) decides how long it lasts. Those chemistry choices land, every one of them, as durometer, elongation, density, damping, and tear — and those properties land, every one of them, as how the bait moves, falls, collapses, and survives at the end of your line. That is what "engineered for action" actually means. A soft-plastic lure isn't merely molded into a shape; it's tuned — a deliberate point chosen in a multi-dimensional space of softness, elasticity, density, damping, and toughness — and that point, more than the color or even the silhouette, is the bait. Change the tune and you change the fish's answer.
The angler sees a worm. What's actually on the hook is a tuned viscoelastic system, engineered from the polymer up — and now you can see all the way down it.
Section 11: Bending, Stress, and Fatigue — The Structural Half of Action
Section 10 explained action through the material — modulus, set by the plasticizer. But that's only half the story, and the missing half is the one that surprises people: two baits made from the identical plastic can bend completely differently, because bending resistance isn't only about the material. It's about the material and the shape, and the shape term turns out to be the more powerful lever. To see why, you have to look at what's actually happening inside a bait when it bends.
What Bending Actually Does to the Material
When a tail curves, it is not bending uniformly. The outside of the curve stretches (tension), the inside compresses, and somewhere in the middle is a layer that does neither — the neutral axis. The stress grows steadily the farther you get from that neutral axis, reaching its maximum at the outer surfaces and falling to zero in the center. The relationship is the flexure formula:
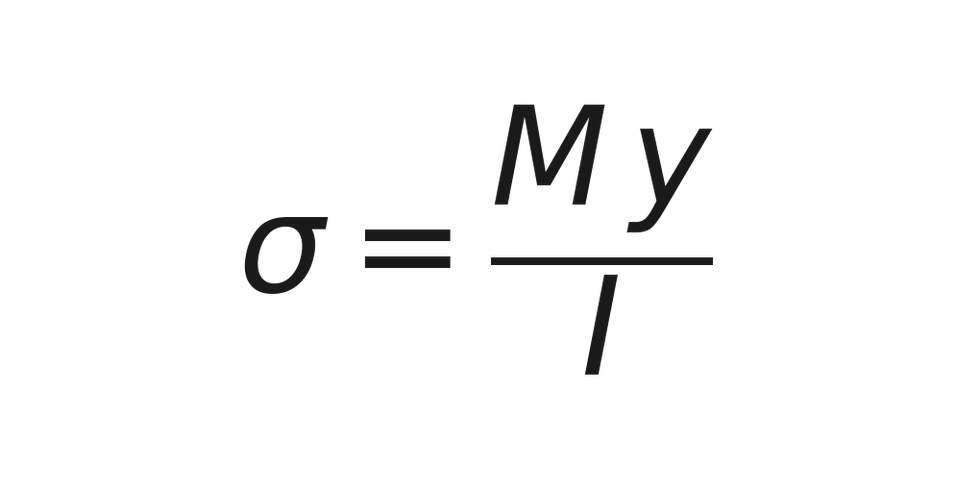
Each term in plain language:
σ (sigma) = the bending stress at a given point — how hard the material is being stretched or squeezed there.
M = the bending moment — how hard the bait is being bent (water force times leverage). More force or a longer tail means a bigger M.
y = distance from the neutral axis — how far the point is from that do-nothing center layer. This is why the surface of a tail works hardest: it's at maximum y, so it sees the most stress. The skin stretches; the core barely notices.
I = the second moment of area — the geometry term, explained next, and the key to everything.
The takeaway from the formula alone: stress is concentrated at the surface and scales with how far the material sits from the center. The outer skin of a bending tail is where the action — and the eventual failure — lives.
The Two Stiffnesses: Material × Geometry
A bait's true resistance to bending is its flexural rigidity, and it's a product of two things: E × I — the material's modulus (E, from Section 10) times the cross-section's second moment of area (I, the geometry). Material is only one factor. Shape is the other, and it's multiplied in, not added. This is the correction to Section 10: softness gets the credit for action, but a huge share of how a bait bends is pure geometry, independent of the plastic.
The Centerpiece: Why Geometry Dominates (the Cube and Fourth-Power Laws)
Here's the part every bait maker should have tattooed somewhere. For a flat or ribbon-shaped tail, the second moment of area is:

where b is the width and h is the thickness in the bending direction. Notice the exponent: thickness is cubed. That means bending stiffness doesn't rise in proportion to thickness — it rises with the cube of it. Double the thickness of a flat tail and it becomes about 8× stiffer to bend (2³ = 8), with zero change to the plastic. For a round tail (or any section scaled up in both directions), it's even steeper — the second moment goes with the fourth power of diameter, so doubling a round worm's diameter makes it roughly 16× stiffer (2⁴ = 16).
This single fact explains what material alone never could: why a thin-tailed grub, a ribbed finesse worm, and a fat creature bait poured from the exact same plastisol have utterly different actions. It isn't the plastic — it's that their cross-sections differ, and the geometry is raised to the third or fourth power. A bait designer who thins a tail by a third hasn't made a small change; they've roughly halved its bending stiffness. Geometry, through this exponent, is usually a bigger action lever than the formula. The mold shape isn't just the silhouette the fish sees — it's the dominant term in how the bait moves.
Where Action and Failure Both Live: the Hinge
Combine the flexure formula with the cube law and you can predict exactly where a bait will both flex most and fail first: wherever it's thinnest. A thin neck has a tiny I, so it has very low bending stiffness — it becomes a hinge that concentrates nearly all the bending into one spot. That's by design: the thin junction where a curl tail meets the body, the base of a craw's pincer, the valleys between a ribbed worm's ridges — these are engineered bend points that create the action.
But recall from Section 9 that stress concentrates at notches and thin sections, and that the surface (maximum y) sees the highest stress. So that same hinge is simultaneously the point of highest bending stress and lowest cross-section. The bait is built to bend hardest exactly where it is structurally weakest — action and failure share an address. It's why curl tails almost always tear off right at the hinge, and why the hook hole (a notch in a high-stress, thin region) is so often where a bait finally splits.
Fatigue: Why a Tail Eventually Just... Quits
A swimming tail isn't bent once — it's flexed over and over, cast after cast. That's cyclic loading, and it brings in a failure mode no other soft-plastic discussion covers: fatigue. Even when each individual bend is far below what would tear the bait in a single pull, repeated flexing at the hinge accumulates micro-damage in the material, a tiny crack creeps inward from the high-stress surface, and eventually the tail either tears free or simply goes limp and stops kicking. Three threads from earlier in this article converge on that hinge to cause it:
Stress concentration (Section 9) focuses every flex cycle on the same thin spot.
Viscoelastic damping (Section 10) means each cycle dissipates energy as a little heat inside the material — the same property that makes the bait move like flesh also means it's quietly warming and working itself at the hinge.
Plasticizer migration (Section 7) stiffens and embrittles the bait as it ages, so an older tail flexes less freely and cracks more readily — the hinge gets less forgiving over time.
Put together, that's the complete, honest answer to "why did my bait's tail stop wiggling and then fall off?" It fatigued: concentrated cyclic bending stress at the thinnest, hardest-working, slowly-stiffening point in the whole bait.
The Viscoelastic Twist: Stiffness Depends on Speed
One last layer, and it ties back to Section 3. Because the material is viscoelastic, its bending stiffness isn't even a fixed number — it depends on how fast you bend it (the strain rate). Flick the same bait quickly and it responds stiffer; move it slowly and it bends softer. This is the same time-dependent character as the shear-thinning behavior from Section 3, just expressed in bending. The practical consequence: a bait's action changes with retrieve speed for two compounding reasons — faster water generates more force (more M), and the faster flexing makes the material itself effectively stiffer. The bait you tuned at a slow crawl is a measurably different spring at a fast burn.
The Bench Synthesis
Action is co-designed from two dials, and they're multiplied together: material modulus (E, set by the plasticizer per Section 10) and geometry (I, set by thickness, taper, ribs, and hinges per this section). Because I is raised to the third or fourth power, geometry is usually the stronger dial — a maker who wants more action is often better served thinning a hinge than softening the plastic, and one who wants durability can thicken the high-stress neck and gain stiffness and fatigue life at once. The complete design move is to put the thin, low-I bend points exactly where action is wanted, keep the cross-section fat where rigidity and toughness are wanted, then choose a material modulus and damping to match the intended retrieve speed — all while knowing those same hinges are where fatigue will eventually win.
.


Comments